Técnicas de soldadura por láser
Con la soldadura por láser, es posible cambiar la potencia de salida y la forma de oscilación del rayo láser, lo que hace que el método sea altamente adaptable a diversas aplicaciones para su uso en varios procesos de montaje.

La soldadura por láser incluye la soldadura por conducción de calor y la soldadura de ojo de cerradura (penetración profunda), caracterizadas por variaciones en la potencia del rayo láser, y la soldadura por rayo láser pulsado y la soldadura por rayo láser continuo, caracterizadas por diferentes modos de oscilación del láser. El rayo láser pulsado de un láser potente, de longitud de onda corta, es ideal para la soldadura por puntos, mientras que los rayos láser continuos son ideales para la soldadura por costura. Ambos métodos de soldadura también son adecuados para soldar materiales con un punto de fusión elevado o con una alta conductividad térmica debido a un efecto térmico muy bajo durante la soldadura.
- Soldadura por conducción de calor y soldadura de ojo de cerradura (penetración profunda)
- Soldadura por láser remota
- Soldadura por depósito láser
Soldadura por conducción de calor y soldadura de ojo de cerradura (penetración profunda)
La soldadura por conducción de calor es un método de soldadura por láser que se caracteriza por su baja potencia. Esto hace que la profundidad de penetración no sea superior a 1 o 2 mm (0.04" o 0.08"). Gracias a la capacidad de manejar un rango de potencia relativamente amplio, la soldadura por conducción de calor se puede ajustar al nivel de potencia ideal, y la poca profundidad de penetración permite soldar materiales que son susceptibles a los efectos del calor en condiciones óptimas.
Este tipo de soldadura se utiliza para las uniones a tope, las uniones a solape y otras aplicaciones de soldadura para placas delgadas, y también se puede utilizar para soldar juntas herméticas y otros sellos. La soldadura por conducción de calor también es adecuada para aleaciones volátiles como el magnesio y el zinc, para las cuales la soldadura de ojo de cerradura (penetración profunda) no es adecuada.
La soldadura de ojo de cerradura (soldadura de penetración profunda) utiliza un láser de alta potencia para soldar a alta velocidad. La penetración estrecha y profunda permite una soldadura uniforme de las estructuras internas. Como la zona afectada por el calor es pequeña, se puede minimizar la distorsión del material base debido a la soldadura.
Este método es adecuado para aplicaciones que requieren una penetración profunda o cuando se sueldan varios materiales base apilados (incluso para topes, esquinas, Ts, solapes y uniones de bridas).
Soldadura por conducción de calor

- A
- Rayo láser
- B
- Conducción de calor
Soldadura de ojo de cerradura (penetración profunda)

- A
- Rayo láser
- C
- Presión de vapor
| Soldadura por conducción de calor | Soldadura de ojo de cerradura (penetración profunda) | |
|---|---|---|
| Tolerancia | Precisión requerida en ambas superficies | Precisión requerida sólo en una superficie |
| Eficiencia térmica | Aprox. 35% | Aprox. 95% |
| Nivel de eficiencia de la soldadura | Bajo | Alto |
| Velocidad de soldadura | Lenta | Rápida |
| Energía necesaria para un cordón de 1 mm (0.04") | Alta | Baja |
| Distorsión basada en el calor | Ligera distorsión | Distorsión mínima (menos que la soldadura por conducción de calor) |
| Tamaño del cordón | Grande | Pequeño |
| Suavidad del cordón | Suave | Rugoso |

Soldadura por láser remota
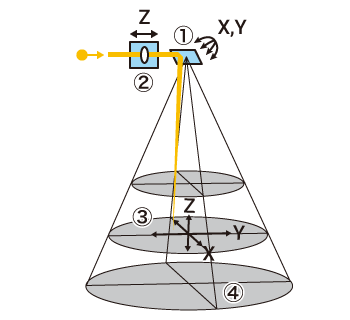
La soldadura por láser remota es un método de soldadura en el que el rayo láser se controla mediante un espejo y movimientos rápidos de la pieza soldada para lograr una alta productividad, flexibilidad en la línea de producción y rentabilidad.
El rayo láser se controla mediante un espejo móvil (1) y un sistema de lentes (2). El sistema de lentes se puede utilizar para controlar la dirección Z, y el espejo móvil se puede utilizar para controlar las direcciones X e Y (3), lo que permite una aplicación rápida y precisa del rayo láser en el área de soldadura en cualquier lugar dentro del alcance del rayo láser (4).
A diferencia de la soldadura por puntos, en la que el material a soldar debe ser accesible desde ambos lados, la soldadura por láser remota requiere el acceso desde un solo lado.
La soldadura por puntos también requiere tiempo para que el brazo del robot se mueva entre las partes soldadas, mientras que la soldadura por láser remota sólo implica el movimiento del espejo, lo que permite velocidades de desplazamiento físicas insignificantes.
Esta alta velocidad de soldadura permite alcanzar velocidades de procesamiento más de 10 veces más rápidas que las de la soldadura por puntos.
Control del haz en la soldadura por láser remota
Soldadura por depósito láser
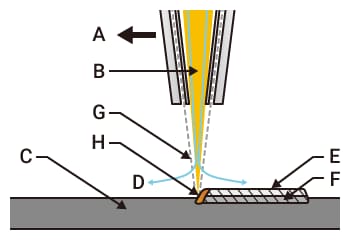
Este método también se conoce como revestimiento por láser o deposición directa de metal. La soldadura implica el uso de un material de aportación, donde las superficies del material de aportación y del material base se funden para formar una unión metalúrgica. Los materiales de aportación más comunes son el alambre o el polvo metálico. Este método puede ser automático o manual, dependiendo de la aplicación. La soldadura por depósito láser se puede utilizar no sólo para unir, sino también para reparar defectos en la superficie de la soldadura, para fabricar componentes con forma de malla mediante la formación de cordones de soldadura y para procesar superficies metálicas.
Automático
Manual
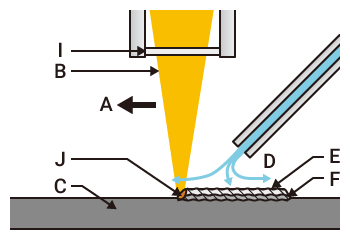
- A
- Dirección de soldadura
- B
- Rayo láser
- C
- Materiales base
- D
- Gas de protección
- E
- Metal depositado
- F
- Materiales soldados
- G
- Polvo metálico
- H
- Baño de soldadura
- I
- Gafas de protección
- J
- Alambre de relleno

